Prstencová forma pro peletovací stroj je výkovek ze slitiny, který prošel vysoce přesným obráběním a speciálním tepelným zpracováním. Materiál prstencové formy obvykle vyžaduje určitou povrchovou tvrdost, dobrou houževnatost a odolnost jádra proti opotřebení a dobrou odolnost proti korozi.
Tradiční postupy zpracování prstencových forem
Prstencová forma je kruhový díl s vnější drážkou, který se získá kováním polotovaru a následným obráběním mechanickým řezáním. Tradiční postupy zpracování prstencových forem zahrnují zejména kování, hrubování a přesné soustružení, vrtání, rozšiřování otvorů, tepelné zpracování a leštění pro výrobu hotových prstencových forem.
Různé materiály prstencových forem používají různé techniky zpracování a prstencové formy vyrobené ze stejného materiálu s použitím různých technik zpracování mají také značné rozdíly ve výkonu.

Proces kování prstenů
Kování (kování nebo forem) je metoda tváření a zpracování, která využívá nástroje nebo formy k působení vnějších sil na kovové polotovary pod nárazem nebo statickým tlakem, což způsobuje plastickou deformaci, změnu velikosti, tvaru a vlastností, za účelem výroby mechanických dílů nebo polotovarů.
Jako materiál polotovaru vyberte ocel podle požadovaných specifikací prstencové formy a proveďte předběžné kování. Kvalita kování prstenců v zápustce souvisí s procesem kování jejich materiálu a je vyžadována vhodná teplota a doba ohřevu.
Proces válcování prstencových zápustek
Ve srovnání s kováním je proces tváření válcováním prstenců kombinací válcování prstenců a technologie mechanické výroby součástí, která způsobuje kontinuální lokální plastickou deformaci prstence, čímž se dosahuje technologie zpracování plastů, která zmenšuje tloušťku stěny, zvětšuje průměr a vytváří profil průřezu.
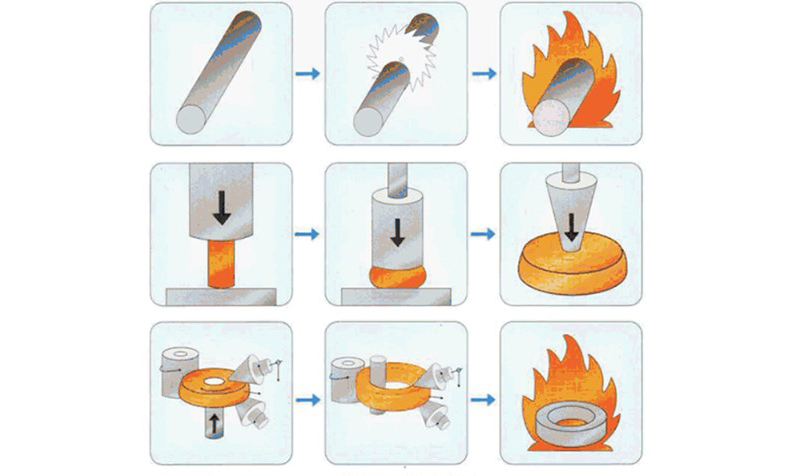
Charakteristiky procesu válcování prstenců:Válcovací nástroj pro kruhové sochory se otáčí a deformace je kontinuální. Výběr polotovaru kroužku hraje klíčovou roli v procesu válcování kroužku. Začátek a velikost polotovaru přímo určují počáteční rozložení objemu materiálu, stupeň deformace válcováním a účinnost toku kovu.

Čas zveřejnění: 17. června 2024